
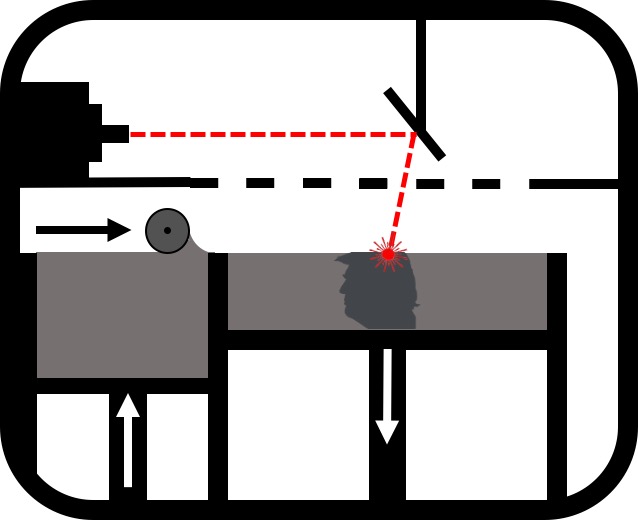
Metal 3d printing mostly consists of one process called direct metal laser sintering. This is where a ‘bed’ of powdered metal is heated up and melted with a laser to form a 3d object. The process is the same in principle as other 3D printing methods like stereolithographic 3D printing involving curing a liquid resin, and fused filament fabrication where a melted plastic is laid down onto each layer. A 3D model is split into hundreds, sometimes thousands of 2D layers before being sent to the printer. The 3D printer will then selectively melt and solidify the metal powder corresponding to each layer. After each layer has been passed over by the laser, a new layer of powder is deposited on top, and the process is repeated until you have a 3D model. The diagram below shows the metal sintering process.
Materials science is critical in exploring how we can improve the quality and usefulness of metal 3D printing. However, it is highly complex with many different factors at play. The localised heating of the metal structure by the laser causes different heat treatment effects to occur leading to varying grain sizes and defects. The localised melting of the metal powder also brings into effect many of the issues that arise with metal castings, including defects like porosity. These two factors, heat treatment and casting effects, can often bring out the worst properties in 3D printing metal. However, these effects can also be used to their benefit. Sometimes, heterogeneity of structures can be beneficial to their purpose. For example, different material properties can be given to different parts of the 3D printed object to serve a different purpose. Factors like laser direction, and dwell time are key to what properties the end product will have. For example, the direction the laser moves will often cause columnar grains to form in that direction resulting in anisotropic properties. This can be counteracted by the path of the later following a grid like pattern. Furthermore, the pattern in which the laser moves can be beneficial to the structure by designing the grain structure in a way that is stronger. Dwell time, i.e. how quickly the laser is moving will also have a significant impact on the formation of defects and grain growth. Longer dwell times often lead to reduced porosity, as gases which would otherwise become trapped in the molten metal have time to escape. Here, however, there is a trade-off between print quality and print speed.
It is clear that this relatively new manufacturing technique has a large amount of improvements to undergo before it has comparable performance to traditional manufacturing techniques like forging and casting. However, it is also clear that by using materials science to carefully design the printing of parts, superior and more efficient parts will able to be manufactured compared to tradition production methods.